The energy saving of the extruder can be divided into two parts: one is the power part and the other is the heating part.
Energy saving in the power part: Most of the inverters are used. The energy saving method is to save the residual energy of the motor. For example, the actual power of the motor is 50Hz, and you actually only need 30Hz in production. The consumption is wasted, and the inverter is to change the power output of the motor to achieve the effect of energy saving.
Energy saving in heating part: Most of the energy saving in heating part is the use of electromagnetic heaters, and the energy saving rate is about 30%~70% of the old-fashioned resistance coil.
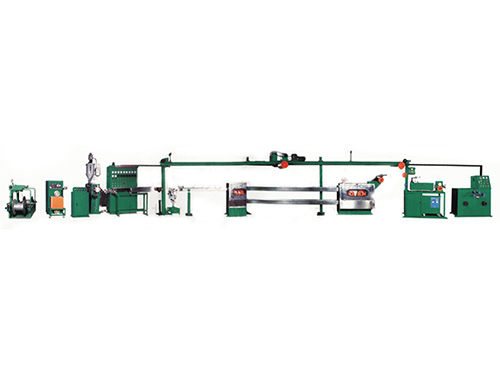
Work process
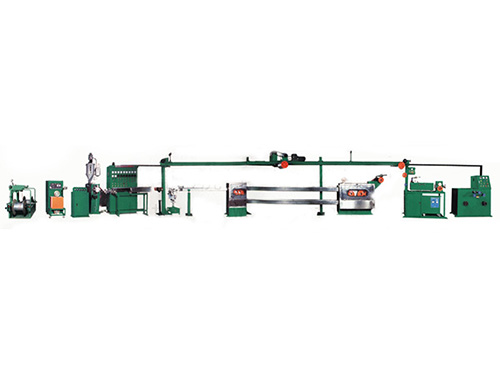
The plastic material enters the extruder from the hopper, and is conveyed forward by the rotation of the screw. During the forward movement, the material receives the heating of the barrel, the shearing and compression caused by the screw The material is melted, thus realizing the change between the three states of glass state, high elastic state and viscous flow state.
In the case of pressurization, the material in the viscous flow state is passed through a die with a certain shape, and then according to the die, it becomes a continuum with a cross-section similar to that of the die. Then it is cooled and shaped to form a glassy state, thereby obtaining the workpiece to be processed.
In the extruder, under normal circumstances, the most basic and most common is the single screw extruder. It mainly includes six parts: transmission, feeding device, barrel, screw, head and die.
The transmission part is usually composed of a motor, a reduction box and a bearing. During the extrusion process, the screw speed must be stable and cannot change with the change of the screw load, so as to maintain the uniform quality of the products obtained. However, in different occasions, the screw must be variable speed to achieve the requirement that a piece of equipment can extrude different plastics or different products. Therefore, this part generally uses AC commutator motors, DC motors and other devices to achieve stepless speed change. Generally, the screw speed is 10-100 rpm.
The function of the transmission system is to drive the screw and supply the torque and speed required by the screw during the extrusion process. It is usually composed of a motor, a reducer and a bearing. On the premise that the structure is basically the same, the manufacturing cost of the reducer is roughly proportional to its size and weight. Because of the large shape and weight of the reducer, it means that a lot of materials are consumed during manufacturing, and the bearings used are also relatively large, which increases the manufacturing cost.
For extruders with the same screw diameter, high-speed and high-efficiency extruders consume more energy than conventional extruders. The motor power is doubled, and it is necessary to increase the frame size of the reducer accordingly. But a high screw speed means a low reduction ratio. For the reducer of the same size, the gear modulus of the low reduction ratio is increased compared with the large reduction ratio, and the load bearing capacity of the reducer is also increased. Therefore, the increase in volume and weight of the reducer is not linearly proportional to the increase in motor power. If the amount of extrusion is used as the denominator and divided by the weight of the reducer, the number of high-speed and high-efficiency extruders is smaller, and the number of ordinary extruders is larger. In terms of unit output, the low motor power of the high-speed and high-efficiency extruder and the small weight of the reducer mean that the cost of the unit output of the high-speed and high-efficiency extruder is lower than that of the ordinary extruder.




 WeChat
WeChat